ZAPP Z Wear 5 PM
Powder metallurgical cold work tool steel that can be easily machined and grinded. According to 1.2379, it is an ideal material for long-lasting cutting and forming dies in difficult conditions with high wear resistance and toughness.
Chemical Properties
| NO | DIN | C | Cr | Mo | V | W |
|---|---|---|---|---|---|---|
| Z Wear 5 PM | Special Alloy | 1,15 | 7,50 | 1,60 | 2,40 | 0,50 |
Material Properties
- Very high abrasive wear resistance
- Very good adhesive abrasion resistance
- High compression strength
- High toughness
- Easy to process
- Suitable for high temperature tempering
- Suitable for coating with appropriate heat treatment
- Suitable for below zero operation
- Good measurement stability in heat treatment
Applications
- As punch and die in cutting dies
- As punch and mold for cutting and forming AHSS sheets
- In cutting wet steels
- Slice, shear dies and tools
- Pipe profile reel and sets
- In the manufacture of staples and punch
- Smuffing, forming molds
- Beat balls and molds
- Industrial knives
- In hand knives
Heat Treatment
| HEAT TREATMENT | TEMPERATURE |
|---|---|
| Soft Annealing | 870°C / 2h, Cool slowly at a rate of 15 °C per hour up to 540°C. it can be continued to cool in open air. Result hardness: BHN 225-248. |
| Stress Relieving | 595-700°C / 2h |
| Hardening | Pre-heating: 620-650°C, 810-845°C, 930-955°C austenitizing 1010°C - 1120°C High pressure gas (at least 4 bar pressure) should be cooled up to 700°C. |
| Tempering | 540-595°C x 2 Tempering If EDM and PVD is to be done, at least 3 times tempering is needed. |
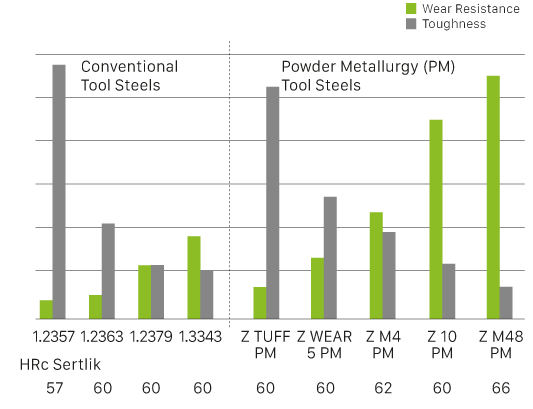
Toughness Values
Delivery Conditions
255 HB, Soft annealed.
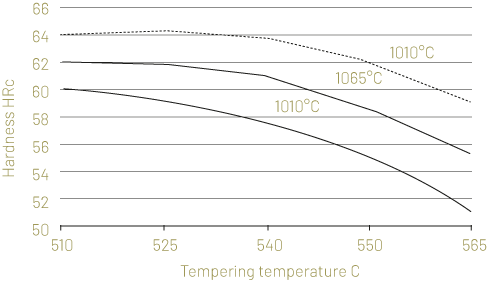
Tempering Graph