
ZAPP Z-10 PM
Z-10 PM is a high vanadium cold work tool steel produced by powder metallurgy methods. Its highly alloyed, air hardening composition offers exceptional wear resistance along with good strength and toughness. This combination of properties can provide outstanding edge retention and extended tool life tool compared to standard tool steels grades such as D2 and M2.
Chemical Composition
| NO | DIN | C | Cr | Mo | V | Mn | Si |
|---|---|---|---|---|---|---|---|
| Z-10 | Special Alloy | 2,45 | 5,25 | 1,30 | 9,75 | 0,50 | 0,90 |
Applications
- Punches and dies
- Powder compaction tooling
- Cold forming tools
- Industrial knives
- Slitter blades
- Plastic processing components
- Granulator and pelletizer blades
- Woodworking tools
- Wear parts
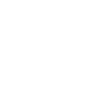
Relative Toughness
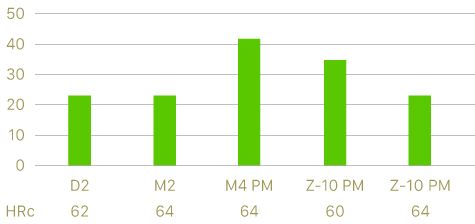
Relative Wear Resistance
Heat Treatment
| HEAT TREATMENT | TEMPERATURE |
|---|---|
| Annealing | Heat uniformly in a protective atmosphere (or vacuum) to 1,600°F (870°C) and soak for 2 hours. Slow cool 30°F (15°C) per hour until 1,000°F (540°C). |
| Stress Relieving | Heat uniformly to 1,100-1,300°F (595-700°C), soak for 2 hours, and cool in air or furnace. |
| Hardening | Vacuum, salt, or protective atmosphere methods are generally used. Care must be taken to prevent decarburization. |
| Quenching | Part temperature can then be equalized at 1,000-1,100°F (540-595°C) after which cooling can continue to below 150°F (66°C) or “hand warm”. Step quenching in this manner will help to minimize distortion in larger section sizes. |
Delivery Conditions
255- 277 HB
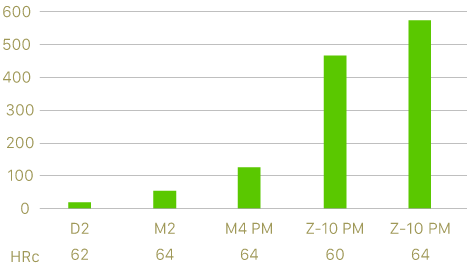
Tempering Graph
| Required hardness HRC | Austenitizing soak temp. °C | Austenitizing soak time (min) | Tempering temperature °C |
|---|---|---|---|
| 58-60 (max. tokluk) | 1065 | 30 | 550 |
| 60-62 | 1120 | 25 | 550 |
| 62-64 (max. sşınma) | 1150 | 10 | 550 |
* Min. tempering temperature should be 540℃
