ZAPP Z M48 PM is an ultra high performance HSS produced by powder metallurgy methods that can be heat treated to a maximum attainable hardness of HRc 68-70.
Chemical Composition
| NO | DIN | C | Cr | Mo | V | W | Co |
|---|---|---|---|---|---|---|---|
| Z M48 PM | Special Alloy | 2,00 | 4,00 | 5,00 | 5,00 | 10,00 | 9,00 |
Material Properties
- Very high hardness 68-70 HRc
- Very good abbrasive wear resistance
- Very good adhasive wear resistance
- Very high compression strength
- High toughness
- Suitable for high temperature tempering
- Suitable for coating with appropriate heat treatment
- Suitable for sub-zero treatment
Uygulamaları
- Form tools
- Gear tools
- Broaches
- Misc. cutting tools
- Precision wear parts
- Powder compaction tooling
- Roll forming tools
- Punches and dies
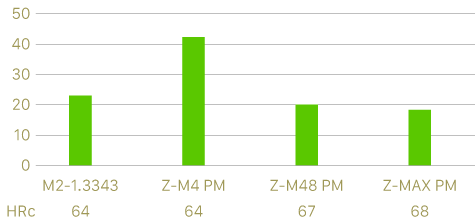
Relative Toughness
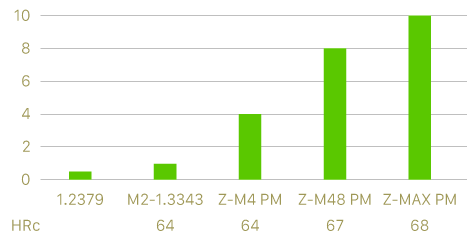
Wear Resistance
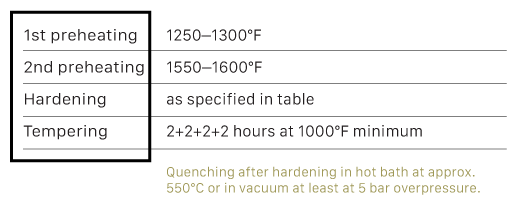
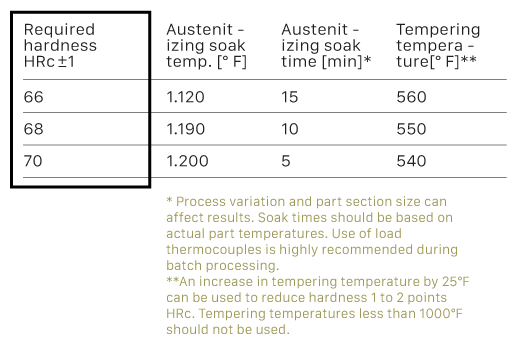
Heat Treatment
| HEAT TREATMENT | TEMPERATURE |
|---|---|
| Annealing | Heat uniformly in a protective atmosphere (or vacuum) to 1600°F (870°C) and soak for 2 hours. Slow cool 30°F (15°C) per hour until 1000°F (540°C). Parts can then be cooled in air or furnace as desired. Hardness expected is BHN 245 -275. |
| S tress relieving (soft) | Heat uniformly to 1100 -1300°F (595 -700°C), soak for 2 hours, and cool in air or furnace. |
Heat Treatment in Structions
Delivery Conditions
255- 277 HB
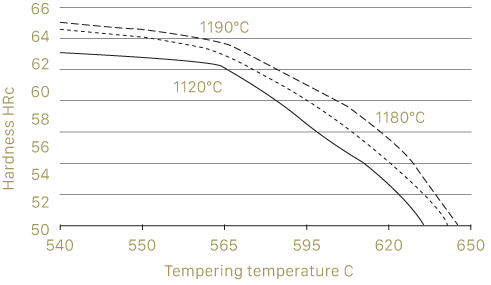
Tempering Graph