
ZAPP Z 10 PM
Z-10 yüksek V içerikli toz metalurjisi ile üretilmiş soğuk iş takım çeliğidir. Çok yüksek aşınma direnci, basma dayanımı ve tokluk gerektiren seri üretimlerde, uzun ömürlü Kalıp ve takımlarda, aşındırıcı hammaddelerin şekillendirilmesinde mükemmel çözüm sağlar. Konvansiyonel yöntemle üretilmiş yüksek alaşımlı çeliklere göre daha iyi işleme, taşlama özelliği ve ısıl işlemde stabilite sağlar.
Kimyasal Bileşim
| NO | DIN | C | Cr | Mo | V | Mn | Si |
|---|---|---|---|---|---|---|---|
| Z 10 | Özel Alaşım | 2,45 | 5,25 | 1,30 | 9,75 | 0,50 | 0,90 |
Uygulamaları
- Plastik enjeksiyon ve extrüder vidaları
- Tek yönlü vana parçaları
- Paletleme ekipmanları
- Enjeksiyon Kalıp ve insörtlerinde
- Gıda ve kimya proseslerinde kullanılan aşınma parçalarında
- Endüstriyel bıçaklarda
- Pompa dişlilerinde
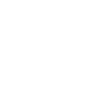
Göreceli Tokluk
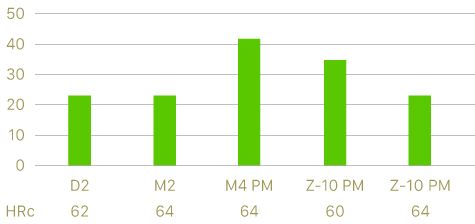
Göreceli Aşınma Direnci
Isıl İşlem
| ISIL İŞLEM | SICAKLIK |
|---|---|
| Yumuşak Tavlama | 870°C koruyucu atmosferde 2 h.Soğutma 15 ℃/h 540°C'ye |
| Gerilim Giderme | 595-700°C, 2 h. havada ya da fırında soğutma |
| Sertleştirme | Vakum, tuz banyosu 1040°C ile 1180°C arası östenitleme sıcaklıklarında uygun temperleme sıcaklığı ile uygulamaya uygun sertlikte yapılır. Isıl işlem tavsiye tablosuna bakınız. |
| Menevişleme | Min. 540°C-590°C arası meneviş sıcaklığı ihtiyaç olan uygulama sertliğine göre. Min. 2 temper, 1150°C ve üstü için 3 temper önerilir. |
Teslim Sertliği
255- 277 HB
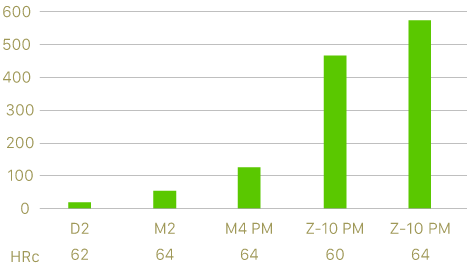
Temperleme Grafiği
| Sertlik Değeri HRC | Östenitleme °C | Tutma süresi (dakika) | Temperleme °C |
|---|---|---|---|
| 58-60 (max. tokluk) | 1065 | 30 | 550 |
| 60-62 | 1120 | 25 | 550 |
| 62-64 (max. sşınma) | 1150 | 10 | 550 |
* Min. temperleme sıcaklığı 540℃ olmalı